全国服务热线
0731-82254340
0731-82254339
0731-82254340
0731-82254339



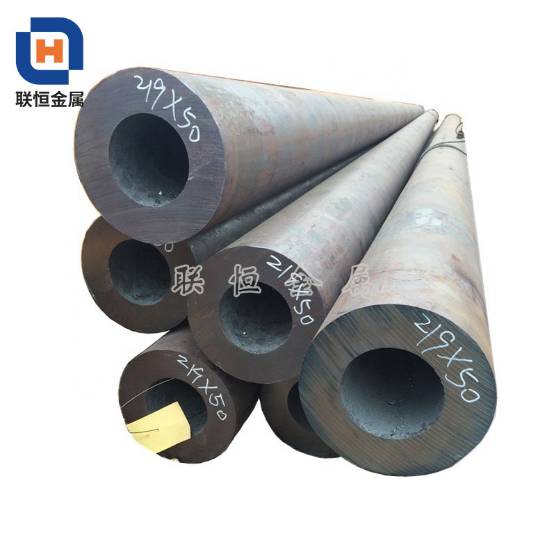
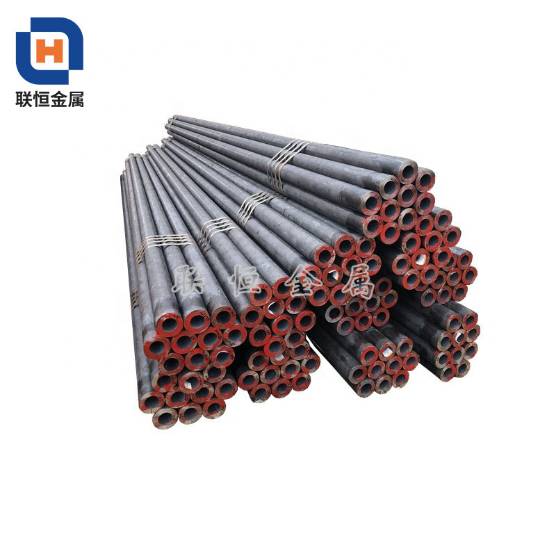

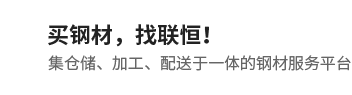
由整块金属制成的,表面上没有接缝的钢管,称为无缝钢管。根据生产方法,无缝管分热轧管、冷轧管、冷拔管、挤压管、顶管等。
| (常用部分)20#无缝钢管理论重量表 | ||||||
| 外径mm | 壁厚(mm) | |||||
| 2 | 3 | 4 | 5 | 6 | 8 | |
| 每米重量(kg) | ||||||
| 22 | 0.986 | 1.41 | - | - | - | - |
| 25 | 1.13 | 1.63 | - | - | - | - |
| 28 | - | 1.85 | - | - | - | - |
| 30 | - | 2 | 2.56 | - | - | - |
| 32 | - | 2.15 | 2.76 | - | - | - |
| 38 | - | 2.59 | 3.35 | - | - | - |
| 42 | - | 2.89 | 3.75 | 4.56 | - | - |
| 45 | - | 3.11 | 4.04 | 4.93 | - | - |
| 50 | - | 3.48 | 4.54 | 5.55 | 6.51 | - |
| 54 | - | 3.77 | 4.93 | 6.04 | 7.1 | - |
| 57 | - | 4 | 5.23 | 6.41 | 7.55 | - |
| 60 | - | 4.22 | 5.52 | 6.78 | 7.99 | - |
| 63 | - | 4.48 | 5.87 | 7.21 | 8.51 | - |
| 68 | - | 4.81 | 6.31 | 7.77 | 9.17 | - |
| 70 | - | 4.96 | 6.51 | 8.01 | 9.47 | - |
| 73 | - | 5.18 | 6.81 | 8.38 | 9.91 | - |
| 76 | - | 5.46 | 7.1 | 8.75 | 10.36 | 13.42 |
| 83 | - | - | 7.79 | 9.62 | 11.39 | 14.8 |
| 89 | - | - | 8.38 | 10.36 | 12.28 | 15.98 |
| 95 | - | - | 8.98 | 11.1 | 13.17 | 17.16 |
| 102 | - | - | 9.67 | 11.96 | 14.21 | 18.54 |
| 108 | - | - | 10.26 | 12.7 | 15.09 | 19.73 |
| 114 | - | - | 10.85 | 13.44 | 15.98 | 20.91 |
| 121 | - | - | - | 14.3 | 17.02 | 22.29 |
| 127 | - | - | - | 15.04 | 17.9 | 23.48 |
| 133 | - | - | - | 15.78 | 18.79 | 24.66 |
| 140 | - | - | - | 16.65 | 19.83 | 26.04 |
| 146 | - | - | - | 17.39 | 20.72 | 27.22 |
| 152 | - | - | - | 18.13 | 21.6 | 28.41 |
| 159 | - | - | - | 18.99 | 22.64 | 29.79 |
| 168 | - | - | - | 20.1 | 23.97 | 31.56 |
| 180 | - | - | - | - | 25.74 | 33.93 |
| 194 | - | - | - | - | 27.82 | 36.69 |
| 203 | - | - | - | - | 29.14 | 38.47 |
| 219 | - | - | - | - | 31.52 | 41.63 |
| 245 | - | - | - | - | - | 46.76 |
| 273 | - | - | - | - | - | 52.28 |
| 无缝钢管理论重量(kg)计算公式: 0.02466*(外径mm-壁厚mm)*壁厚mm*长度m | ||||||
1.结构用无缝管(GB/T8162-2008)是用于一般结构和机械结构的无缝管。
2.流体输送用无缝管(GB/T8163-2008)是用于输送水、油、气等流体的一般无缝管。
3.低中压锅炉用无缝管(GB3087-2008)是用于制造各种结构低中压锅炉过热蒸汽管、沸水管及机车锅炉用过热蒸汽管、大烟管、小烟管和拱砖管用的优质碳素结构钢热轧和冷拔(轧)无缝管。
4.高压锅炉用无缝管(GB5310-2008)是用于制造高压及其以上压力的水管锅炉受热面用的优质碳素钢、合金钢和不锈耐热钢无缝管。
5.化肥设备用高压无缝管(GB6479-2000)是适用于工作温度为-40~400℃、工作压力为10~30Ma的化工设备和管道的优质碳素结构钢和合金钢无缝管。
6.石油裂化用无缝管(GB9948-2006)是适用于石油精炼厂的炉管、热交换器和管道无缝管。1.热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。2.冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。 冷拔(轧)无缝钢管的轧制方法较热轧(挤压无缝钢管)复杂。它们的生产工艺流程前三步基本相同。不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔(冷轧)再坯管,专门的热处理。热处理后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。
| 集团荣誉资质 |
| 长沙市钢材商会理事单位 |
| 湖南金属材料商会湖南钢贸50强企业 |
| 湖南华菱涟源钢铁有限公司 热轧卷 特约经销商 |
| 萍乡钢铁有限责任公司 螺纹钢 特约经销商 |
| 湖南华菱湘潭钢铁有限公司 圆钢 重点经销商 |
| 新余钢铁股份有限公司 钢板 优秀重点用户 |
| 衡水京华制管有限公司 热镀锌管、焊管 协议代理户 |
| 邯郸市正大制管有限公司 热镀锌管 特约经销商 |
| 马鞍山钢铁股份有限公司 工字钢、槽钢 特约经销商 |
| 永洋钢铁集团 轨道钢、矿用工字钢 特约经销商 |
| 莱芜钢铁集团有限公司 H型钢、工字钢 特约经销商 |
| 武汉钢铁股份集团 热轧板、冷轧板 湖南地区特约经销商 |
| 唐山钢铁集团有限责任公司 型材 湖南地区特约经销商 |

| 上一页 不锈钢管2 | 下一页 方矩管3 |